6-axlig MIG MAG-svetsrobot, räckvidd 1500 mm med svetsmaskin





Egenskaper
-Robotarm:
- Pressgjutningsprocess, aluminiumarm, lättare och mer flexibel
- Robotens interna kablar och terminaler är tillverkade av de världskända varumärkena: DYEDEN, TAIYO, samma som ABB och Fanuc
- Topp kinesiska märke av regulator, motor och reducerare.
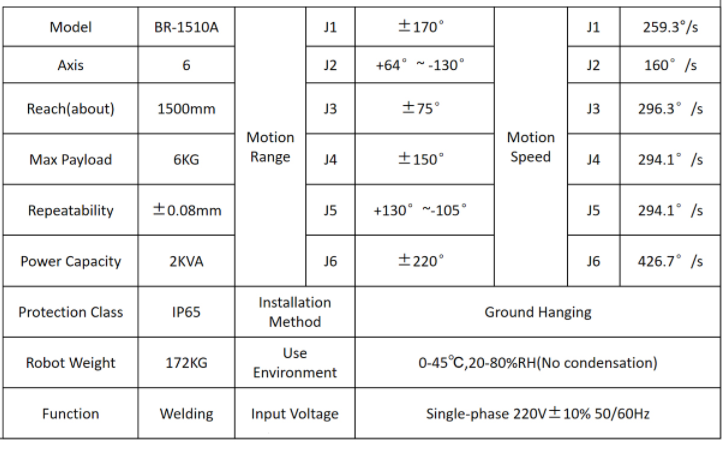
Parametrarna för BR-1510 MIG-svetsroboten visas nedan:
-JHY svetsrobotstyrsystem:

-Svetsmaskin: Aotai NBC350RL
-
Den har tre svetslägen: lågt sprut, snabb punktsvetsning och konstant tryck
- Den kan åstadkomma ultralågt sprutsvetsning av 1~3 mm kolstål. Mängden svetssprut minskas med 60 %;
- Värmetillförseln minskas med 10%~20%, och svetsningen av tunna plattor är lätt att kontrollera och deformationen är liten;
- Det helt digitala systemet ger exakt kontroll över droppövergången och uppnår kontinuerlig och stabil svetskvalitet;
- Soft switching-växelriktartekniken kan förbättra hela maskinens tillförlitlighet och spara energi och el;
- Det helt digitala högprecisionssystemet för trådmatning, den helt digitala trådmatningsenheten med två drifter, tvåslavar och kodare, kan säkerställa trådmatningens stabilitet även om externa faktorer som strömförsörjningsspänning och trådmatningsmotstånd ändras.
-Svetsbrännare:
- Luftkyld med mycket känslig kollisionsskyddsanordning, förlänger brännarens livslängd avsevärt
-Svetslägesställare och robotgående skena
- 1-axliga, 2-axliga och 3-axliga svetspositioner är valfria. Nyttolast och arbetsbordsstorlek kan anpassas efter behov.
- Robotgångskena kan tillverkas efter kundens krav. Längd 3/6/9/12M. Nyttelast: 500/1000KG
-Maskinunderhållet är enkelt och lätt att använda, och den avsedda livslängden är mer än 10 år.
Att uppmärksamma varje detalj gör JHY Robot bättre
Skriv ditt meddelande här och skicka det till oss




