Kina 6-axlig 1500m robotarm metallram MIG-svetsrobot




Egenskaper
-Robotarm:
- Pressgjutningsprocess, aluminiumarm, lättare och mer flexibel
- Robotens interna kablar och terminaler är tillverkade av de världskända varumärkena: DYEDEN, TAIYO, samma som ABB och Fanuc
- Topp kinesiska märke av regulator, motor och reducerare.
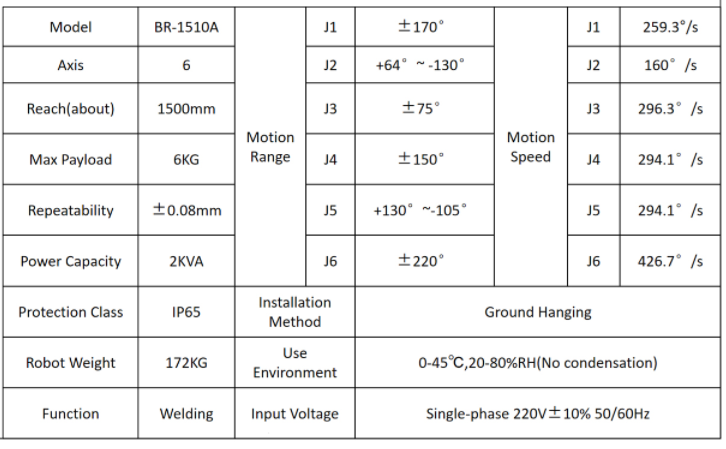
Parametrarna för BR-1510 MIG-svetsroboten visas nedan:
-JHY svetsrobotstyrsystem:

-Svetsmaskin: :MEGMEET Artsen Pro500PR
- Artsen Pro-seriens svetsströmkälla utvecklades baserat på Artsen Plus-seriens svets. Den har uppfyllt kraven på högeffektiv svetsning, särskilt för tjocka plåtar.
-
En strömkälla på 500A 100% finns tillgänglig för svetsen i Artsen Pro-serien.
- Med inverterteknik med frekvenser upp till 100K HZ och höghastighetssampling uppnår Artsen Pro exakt kontroll och är flexibel med olika svetsegenskaper.
- Artsen Pro-serien har LSA, en avancerad svetsprocess med lågt sprut, som standard. Thunder Fusion finns även tillgänglig med Artsen Pro för avancerad kortbågspuls- och dubbelpuls-MIG/MAG.
- Artsen Pro-seriens svetsmaskin uppfyller högkvalitativ svetsning av kolstål, rostfritt stål och aluminiumlegeringar.
- Utrustad med Constant Fusion, vilket gör att trådmatningshastigheten i pulsläge ändras automatiskt beroende på utstickslängden och håller penetrationen stabil.
- Utrustad med en USB-port för uppgradering, vilket säkerställer åtkomst till den mest avancerade svetsprocessen som utvecklats av MEGMEET och den mest lämpliga svetsprogramvaran för att hantera olika svetsförhållanden.
-Svetsbrännare:
- Vattenkyld med mycket känslig kollisionsskyddsanordning, förlänger brännarens livslängd avsevärt
-Svetslägesställare och robotgående skena
- 1-axliga, 2-axliga och 3-axliga svetspositioner är valfria. Nyttolast och arbetsbordsstorlek kan anpassas efter behov.
- Robotgångskena kan tillverkas efter kundens krav. Längd 3/6/9/12M. Nyttelast: 500/1000KG
-Maskinunderhållet är enkelt och lätt att använda, och den avsedda livslängden är mer än 10 år.
Att uppmärksamma varje detalj gör JHY Robot bättre
Skriv ditt meddelande här och skicka det till oss




